



Požadavky na zavádění přísnějších norem pro emise vozidel a spotřebu paliva vedly k tomu, že celý automobilový průmysl se snažil tato zlepšení splnit.Za účelem snížení spotřeby paliva a emisí výfukových plynů bylo tradiční metodou snížení hmotnosti automobilu.Blok válců z hliníkové slitiny namísto litiny se tedy vyvinul ve vývojový trend.Kromě toho lze účinnost spalování motoru výrazně zlepšit snížením tření uvnitř motoru.Proto nová technologie automobilových motorů „cylinder Liner less“ přitáhla pozornost mnoha výrobců automobilů.
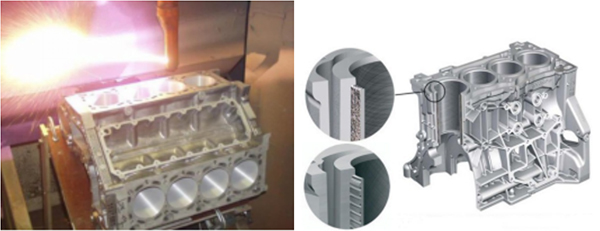
Technologie bez vložky válců automobilového motoru (motorů) byla dosažena zavedením technologie žárového nástřiku.Aplikace žárového nástřiku se provádí během procesu výroby bloku motoru.Sprej se nanáší na povrch předem upravených hliníkových vrtání válců motoru.Sprej přidává vrstvu povlaku ze slitiny s nízkým obsahem uhlíku odolnou proti opotřebení, která nahrazuje tradiční litinovou vložku válce.Zpracování bloků válců bez vložek zahrnuje následující celkové systémové komponenty a aplikace:
● casting
● hrubé opracování bloku válců
● texturování - zdrsnění vrtání válce
● předehřátí povrchu
● žárový nástřik
● dokončit obrábění
● dokončete honování
Klíčové procesy technologie cylindrless liner se provádějí na souosých plochách (dva válce, jejichž válcové plochy se skládají z čar, které procházejí soustřednými kružnicemi v dané rovině a jsou k této rovině kolmé) zdrsněním povrchu válce.To je realizováno:
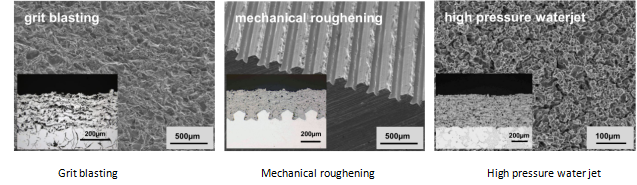
Účelem zdrsnění povrchu je zvětšit povrch, aby se vytvořila povrchová struktura, která umožňuje mechanické spojení povlaku s povrchem substrátu, zvýšení mechanické síly kousání povlaku k substrátu a další aktivaci a vylepšení povrchu Síla vazby materiálu.Zdrsnění povrchu se provádí různými způsoby, jako je otryskání pískem, mechanické zdrsnění a zdrsnění vysokotlakým vodním paprskem.Tryskání je nejběžněji používaná zdrsňovací úprava a vztahuje se na veškeré zdrsnění kovových povrchů.
Kovové povrchy lze následně očistit, zdrsnit a po pískování se stanou vysoce reaktivními.Tento zdrsněný povrch se pak před aplikací nástřiku očistí vysokotlakým suchým vzduchem bez oleje.
Hrubování (aktivace povrchu) lze také provádět pomocí stroje.A existují procesy, kdy se hliníkový povrch tvaruje do určitého obrysu.To se provádí použitím jednoosého obráběcího centra a použitím vložených řezných nástrojů.Jedná se o jednorázové zpracování pro doplnění charakteristik v nákladově efektivním přístupu.V případě staršího vysoce abrazivního litinového válce docházelo k nadměrnému opotřebení nástroje, což často činilo ekonomicky nepřijatelné.
Zdrsnění vysokotlakým vodním paprskem lze použít pouze u hliníkového válce a nelze jej použít u litinového válce.Proces vodního paprsku nepoužívá nákladná abraziva.Přímé použití kapalného paprsku na povrch substrátu je však dosaženo pouze tehdy, když je povrch suchý.A i tak je hodnota drsnosti povrchu relativně nízká ve srovnání s jinými procesy.
Zdrsnění povrchu jako klíčový proces v technologii bez válce přímo ovlivňuje pevnost spojení a vlastnosti povlaku.Proto je důležité věnovat pozornost procesu zdrsnění povrchu při použití technologie bloku válců bez válců.Výběr vhodné metody hrubování je rozhodující pro dosažení nejlepší aktivace povrchu a efektivity výroby.
Čas odeslání: 26. května 2021



